



Description
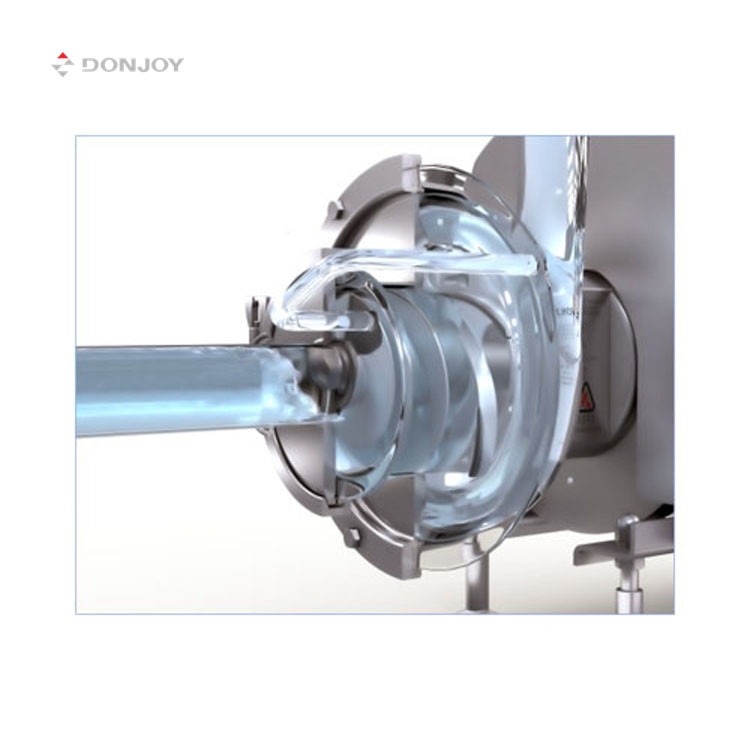
The self-priming centrifugal pump ZLX series is engineered for versatility and efficiency, making it an excellent choice for various applications in the food processing, pharmaceutical, and chemical industries. This pump can operate as a self-priming reflux pump in a CIP system or as a centrifugal pump capable of handling materials with a maximum viscosity of 500 CP.S (mPas). Its advanced design features a leading impeller that minimizes the required cavitation allowance, ensuring high efficiency and low noise during operation. Additionally, the pump is easy to clean, enhancing hygiene standards in sensitive environments. It is specifically designed to pump materials containing air or gas and can operate under negative inhalation conditions, making it ideal for priority sucking and filtering processes.
Specifications
| Attribute | Details |
|---|---|
| Maximum Flow Rate | 70 m³/h |
| Maximum Head | 70 H/M |
| Maximum Temperature | -20 °C to 150 °C |
| Material | 304 /316L, 1.431/1.4404, ASME BPE 316L, 1.4435 NB2 Fe≤0.5% |
| Surface Treatment | ≤ Ra0.8μm, ≤ Ra0.6μm, ≤ Ra0.4μm |
| Mechanical Seal | Single machine seal, double machine seal |
| Inlet/Outlet Connections | Thread, Clamp, Flange, Aseptic Flange |
| Certification | 3-A-02-10 (N.O.1579); MD/06/42-EC (N.O.70521616101-00); FDA 177.2600; USP CLASS-II; EG/VO1935/2004 |
Additional Information
This pump is designed for high cleanliness and easy maintenance, making it a reliable choice for critical applications. Ensure to follow manufacturer guidelines for installation and operation to maintain optimal performance.



